| Careers | Contact Us | Home |
|
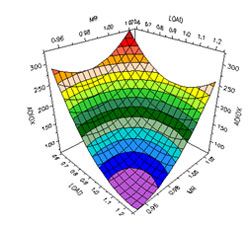
PILOT PLANT SERVICES Designed Experimentation ~ The New Standard for Development` Optimization of a process, for example a sulfonation process, begins with the definition of desired product quality parameters that provide marketing advantages over other materials. The process for production of the product is selected from the possible alternatives. For example air-SO3 sulfonation in a falling film reactor, followed by continuous neutralization. Thereafter, the goal is to quantitatively understand process behavior for the particular feedstock, and this is best done through the use of process models, known as “statistical experimental designs” or “designed experiements. Designed experiments have been used at Chemithon for nearly thirty years. A designed experiment yields an empirical model, i.e., one that is defined by a fit of data to an equation rather than a mechanistic model where the equation is defined by a combination of physical terms. A mechanistic model generally requires much more investigation and theoretical understanding. The empirical model is useful for prediction within the range of factors studied and requires a definable amount of work to complete. The use of such designed experiments is efficient, minimizing experimental work required and enforcing disciplined analysis. The method defines specific operating points that will be run and establishes independent evaluation of each factor. It is important to include replicates to establish process confidence limits. We select certain process variables for study that have the greatest influence on product quality parameters (responses) of interest. The range for each process variable is defined and the modeling methodology is selected. This forces a certain discipline on the experiment. Rather than a one variable at a time approach, all of the process variables are studied simultaneously. Samples are collected when the process is at a full steady state at each set of operating conditions, and all of the quality “responses” are measured and tabulated. A numerical technique is then applied to yield the predictive model relating each response to the process variables. Please direct all information and inquiries to:
|
Typical Project Examples
|
___________________________________________________________________________________________________________________ 2013 Copyright All Rights Reserved Chemithon Corporation..... . . .. ........... ..... ........... . ..... .. .Website: Travis Design Associates ~ Seattle |